



镀锌无缝管规格型号大全及国标材质对照表查询指南
发布时间:2026-01-03 本文关键词:行业动态
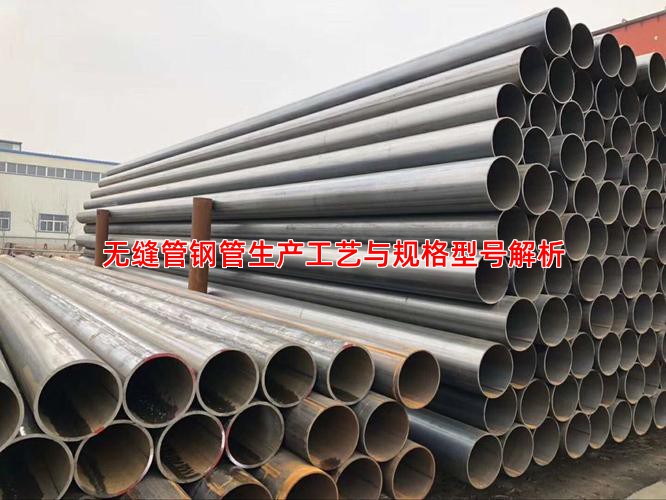
无缝管钢管生产工艺与规格型号解析
在钢管生产与采购中,规格型号与材质的准确对应是技术基础,却常被忽视。我常遇到因混淆标准导致加工失误的案例。无缝管钢管的生产,从管坯到成品,每个环节的参数控制都直接影响终性能。其规格核心在于外径、壁厚和定尺长度。例如,常见结构用无缝管,外径从Φ6mm到Φ630mm,壁厚覆盖1mm到50mm以上。在实际生产中,我们需根据国标GB/T 17395或ASTM A53等标准严格控制壁厚公差,通常高级精密管要求控制在±10%以内,这对后续镀锌层的均匀性至关重要。
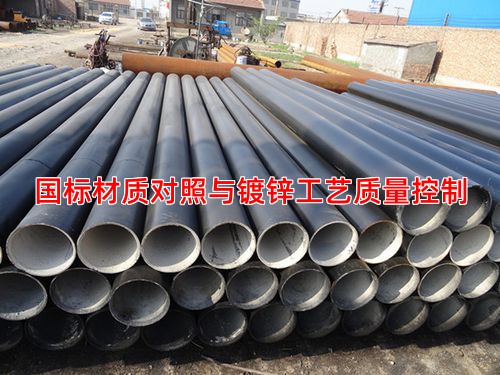
国标材质对照与镀锌工艺质量控制
材质是钢管性能的灵魂。国标常用20#、45#、Q345B等,对应不同的力学性能和用途。例如,20#钢无缝管多用于流体输送,其热处理温度建议在920℃左右正火,以获得均匀的珠光体组织。镀锌作为关键防腐工艺,我强调前处理酸洗必须彻底,否则易产生漏镀。热浸镀锌时,锌液温度控制在450℃左右,浸镀时间需根据壁厚精确计算,通常每毫米壁厚需浸约30秒。从技术角度看,镀锌层厚度应满足GB/T 3091要求,小局部厚度不低于45μm,我们通过磁性测厚仪进行100%在线抽检,确保合格率。
常见技术问题与加工实践建议
在钢管加工技术应用中,镀锌无缝管易出现锌瘤、色差甚至层脱落等问题。根据我们的工艺实践,锌瘤多因锌液温度过高或冷却速度不当引起,需将温度波动控制在±5℃内。而镀锌层附着力不足,常源于酸洗后残留铁盐或活化不充分。我建议增加一道微碱中和与热水漂洗工序。对于需要后续焊接或弯管的场景,必须选择锌层附着力强的管材,并注意焊接热影响区的防腐补涂。钢管质量标准不仅在于出厂检验,更在于与应用场景的匹配。如有技术问题需要深入探讨,欢迎来电交流:。

 销售电话
销售电话 地址
地址 邮箱
邮箱