



低温管采购注意事项从规格到技术标准的选择要点
发布时间:2025-10-31 本文关键词:行业动态
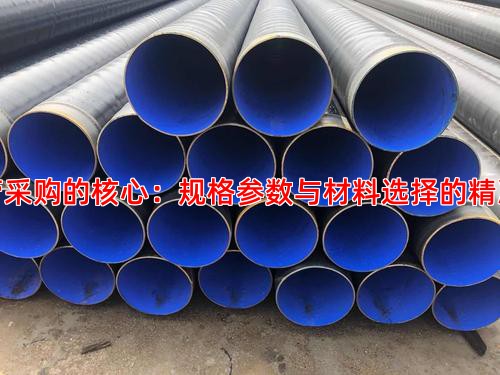
低温管采购的核心:规格参数与材料选择的精准匹配
在低温介质输送领域,管道选型失误往往导致运行隐患。从我多年的钢管生产工艺实践来看,采购低温管,首要任务是超越“型号”本身,深入理解其背后的技术参数与服役条件的匹配度。以常见的衬塑复合管为例,其性能绝非简单的“钢管+塑料”,关键在于基管材质、衬塑层材料与厚度的协同设计。
基管选择上,必须关注其低温冲击韧性。我们通常建议采用特定牌号的低温用无缝钢管或直缝焊管,其生产工艺中需严格控制硫、磷等有害元素含量,并经过正火或调质热处理,确保在-20℃乃至更低温度下,夏比V型缺口冲击功达标。壁厚公差控制在±10%以内是基础要求,过大的负偏差会直接削弱承压安全裕度。对于衬塑复合管,基管内表面的喷砂处理等级必须达到Sa2.5级,这是保证衬层结合力、杜绝“脱壳”隐患的生命线。
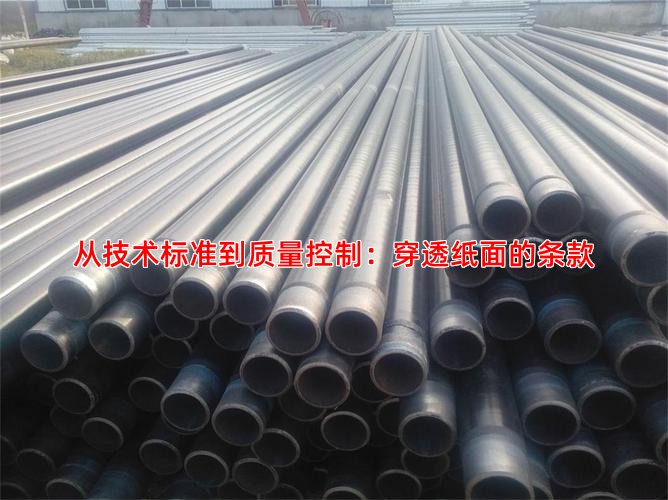
从技术标准到质量控制:穿透纸面的条款
技术标准是采购合同的灵魂,但绝不能止步于标准号。例如,标准中规定了衬塑复合管的“压扁试验”或“冷热循环试验”,但具体的试验参数(如压扁间距、循环温度与次数)才是质量分水岭。根据我们的工艺实践,我强烈建议在协议中明确这些细节。钢管质量标准不仅涉及尺寸和力学性能,更涵盖制造工艺。
从技术角度来看,低温管的焊缝质量是重中之重。我们要求100%通过超声波探伤和X射线探伤,合格率须为100%,不允许任何未焊透、裂纹等线性缺陷存在。对于衬塑复合管,其钢管加工技术的关键在于端头密封处理,必须采用高性能密封环或翻边工艺,防止介质侵入衬塑层与钢管的间隙,引发腐蚀或冻胀剥离。热处理温度建议在880℃-920℃区间,并严格控制回火温度与保温时间,以获得均匀稳定的金相组织。
总之,采购低温管是一项系统工程。务必审视从基管生产、衬塑复合工艺到终检测的全流程质量控制要点,将关键钢管技术参数和工艺要求明确写入技术协议。如有具体技术问题需要深入探讨,例如特定工况下的材料选择或失效分析,欢迎来电交流:,我们可以结合更多一线案例进行剖析。

 销售电话
销售电话 地址
地址 邮箱
邮箱