



涂塑钢管生产工艺流程与内外涂塑技术标准解析
发布时间:2025-10-24 本文关键词:行业动态
在钢管防腐领域,涂塑钢管因其优异的耐腐蚀和抗结垢性能,被广泛应用于给排水、消防、化工等领域。然而,许多项目在应用时,常因对生产工艺流程与技术标准理解不足,导致选型错误或质量隐患。结合我十多年的钢管生产与技术管理经验,今天我将重点解析涂塑钢管,特别是螺旋焊管作为基管时的生产工艺与内外涂塑技术标准。
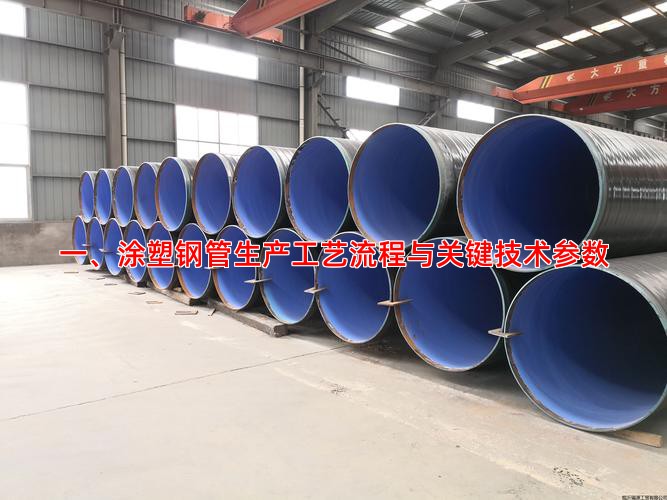
一、涂塑钢管生产工艺流程与关键技术参数
涂塑钢管的生产并非简单地在钢管上喷一层塑料,其核心在于基管处理与塑层结合。以常用的螺旋管为基管时,工艺流程主要包括:基管检验与预处理、加热、内外涂覆、固化、成品检验。首先,基管必须经过严格的检验,确保其焊缝(尤其是螺旋焊缝)质量、椭圆度和壁厚公差(通常控制在±10%以内)符合要求。预处理采用喷砂或抛丸除锈,必须达到Sa2.5级,这是保证塑层附着力的生命线。加热环节,我们根据管径和壁厚,将温度精准控制在220℃-260℃之间,温度过高会导致塑粉焦化,过低则影响流平与附着力。涂覆多采用静电喷涂或浸涂工艺,确保涂层厚度均匀,这是保障钢管技术参数达标的关键。
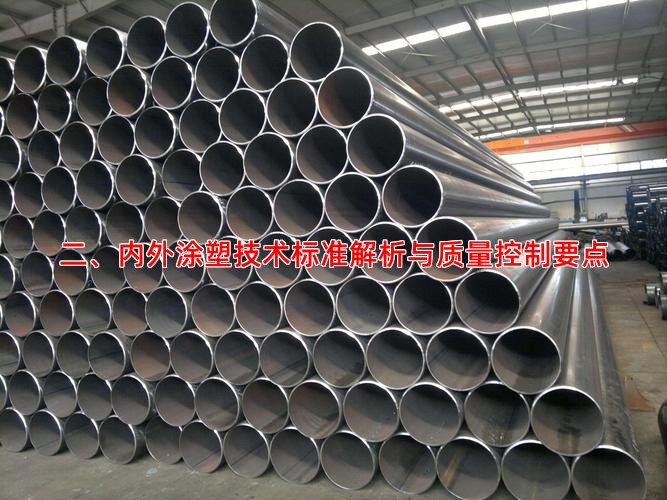
二、内外涂塑技术标准解析与质量控制要点
从技术角度来看,内外涂塑的技术标准主要围绕涂层厚度、附着力、耐腐蚀性等指标。根据我们的工艺实践,内涂层厚度通常不低于400μm,外涂层不低于200μm。附着力检测是重中之重,我们常用划格法测试,要求达到1-2级(即切口交叉处涂层脱落面积不大于5%)。对于螺旋管,要特别关注螺旋焊缝处的涂层覆盖质量,此处易因应力集中或预处理不到位而产生涂层薄点或针孔。在实际生产中,我们通过优化喷涂角度和增加焊缝处复喷工序来解决。质量控制上,除了常规的厚度检测和电火花检漏(检测电压根据涂层厚度设定,如5kV/mm),还必须进行弯曲、压扁或冲击试验,模拟钢管加工技术中的安装与受力情况,确保涂层不出现开裂或剥离。
常见问题方面,涂层起泡多因基管残留水分或预热温度不均;附着力差则与除锈等级不足或预热温度过低直接相关。解决这些问题的核心在于严格把控前处理工艺和热处理温度曲线。总之,优质的涂塑钢管是精密工艺控制的结果,每一个钢管质量标准都必须落实到生产细节中。如果您在螺旋管选型、涂塑工艺或钢管质量标准方面有更具体的技术问题需要深入探讨,欢迎来电交流:,我们可以结合您的实际工况提供更具针对性的工艺咨询。

 销售电话
销售电话 地址
地址 邮箱
邮箱