



衬塑复合管生产工艺与国标执行标准深度解析
发布时间:2027-01-03 本文关键词:公司新闻
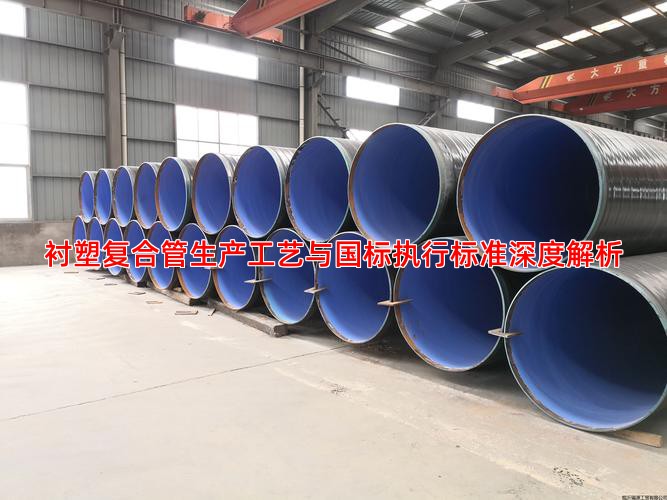
在多年的钢管生产实践中,我发现很多厂家对衬塑复合管的工艺标准理解不够深入,导致产品质量参差不齐。衬塑复合管作为防腐蚀管道的重要产品,其生产工艺与国标执行标准的把控直接关系到工程安全。
**衬塑复合管基管制作工艺要点**
螺旋管作为衬塑复合管的主要基材,其制作工艺至关重要。在实际生产中,我们严格按照GB/T9711标准控制螺旋管的成型质量。钢管生产工艺中,焊缝质量是关键控制点,焊接电流、电压参数需精确匹配,确保焊缝熔合良好。壁厚公差控制在±10%以内,椭圆度偏差不超过外径的0.8%,这些技术参数直接影响后续衬塑层的附着力。
**内衬塑料层施工技术要求**
从技术角度来看,衬塑工艺的核心在于基管预处理和塑料层粘接。钢管加工技术要求对基管内表面进行喷砂处理,达到Sa2.5级清洁度标准。聚乙烯或环氧树脂衬层厚度通常控制在2-4mm,采用高温熔结工艺,温度控制在200-230℃之间。我们的工艺实践表明,衬塑层与基管的结合强度应大于5N/mm²,这样才能保证长期使用不脱落。
**质量检测与标准执行**
钢管质量标准执行过程中,我们重点关注衬塑层的致密性和耐腐蚀性能。通过电火花检测仪检查衬塑层完整性,检测电压设定为2V/μm。水压试验压力按设计压力的1.5倍执行,保压时间不少于5分钟。探伤检测合格率达到99.5%以上,确保每根螺旋管都符合GB/T14832国家标准要求。
如有技术问题需要深入探讨,欢迎来电交流:

 销售电话
销售电话 地址
地址 邮箱
邮箱