



无缝管钢管国标标准解读与生产工艺技术要点解析
发布时间:2026-10-31 本文关键词:公司新闻
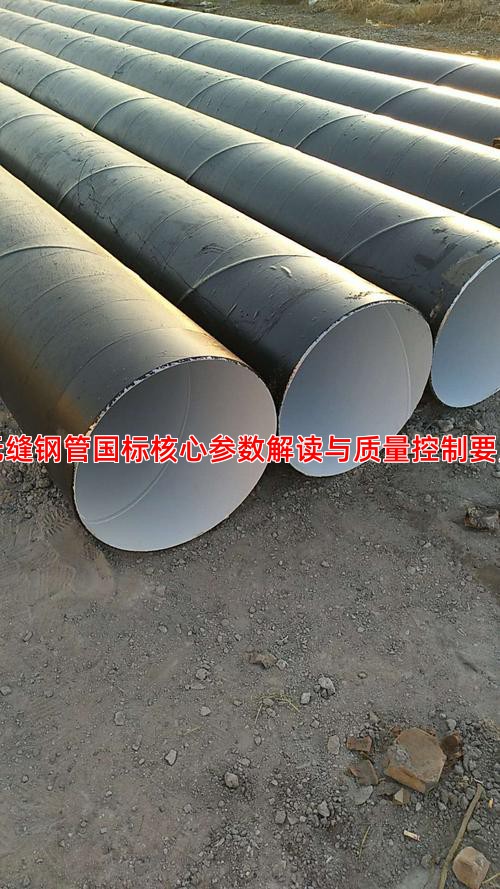
无缝钢管国标核心参数解读与质量控制要点
在无缝钢管,尤其是合金管的生产与采购中,许多同行过于关注价格而忽略了国标中关键的技术参数,这往往导致后续加工或使用中出现开裂、尺寸不符等严重问题。从我十多年的工艺实践来看,吃透标准中的几个核心条款,是确保产品质量的基石。
以常见的结构用和流体输送用无缝钢管国标为例,其核心不仅在于化学成分和力学性能。在实际生产中,我们更需严格控制几何尺寸精度,如合金管的壁厚公差通常要求控制在±12.5%以内,高标准要求甚至达到±10%。外径公差同样关键,它直接影响后续的焊接或装配工艺。从技术角度来看,这些尺寸参数直接关联到钢管的承载均匀性和安全性。在质量检测环节,我们不仅依赖卡尺,更广泛应用在线测径、测厚仪及超声波探伤,确保每一批出厂的合金管都符合甚至高于钢管质量标准。
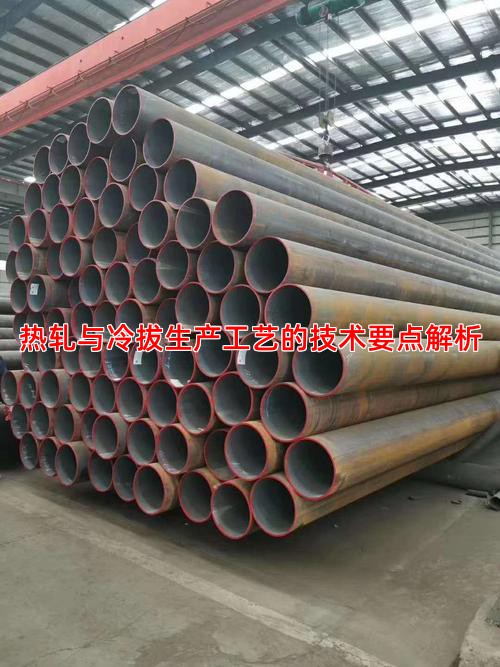
热轧与冷拔生产工艺的技术要点解析
无缝钢管的生产工艺,主要分为热轧(挤压)和冷拔(轧)两大类,其技术路径的选择直接决定了产品的终性能。热轧工艺的核心在于穿孔和轧制温度的控制。对于合金管,加热温度必须均匀,通常建议在1200℃左右进行穿孔,以确保金属具有良好的塑性和穿孔质量。温度过低会导致心部撕裂,过高则容易产生过烧缺陷。
冷拔工艺则更侧重于尺寸精度和表面质量的提升。其关键技术在于模具设计、润滑以及中间热处理。根据我们的工艺实践,冷拔前必须进行严格的酸洗和磷化皂化处理,以降低拔制力并改善内表面质量。每道次冷拔后的去应力退火也至关重要,例如对某些低合金钢,我们建议在650-700℃进行退火,以消除加工硬化,防止后续开裂。这套钢管加工技术的精细控制,是生产高精度、高表面质量合金管的关键。
常见生产缺陷分析与解决建议
在钢管生产工艺中,内折、外折和壁厚不均是常见的缺陷。内折多源于穿孔工艺不当,如顶头前压下量过大或管坯中心温度偏低。我们的经验是,优化穿孔机的调整参数,确保“咬入”平稳,并严格控制管坯的加热均匀性。
壁厚不均问题则贯穿整个轧制过程。除了保证管坯本身的心圆度,关键在于定心辊的调整和轧机机架的刚度。在技术管理中,我们要求对轧制后的钢管进行首检和频次抽检,利用超声波测厚仪快速反馈数据,及时调整轧机。对于要求极高的合金管,甚至需要采用限动芯棒连轧管机等先进设备来保证精度。热处理作为性能定型的后关卡,其温度与冷却速度必须根据钢种精确设定,任何偏差都会影响终的探伤检测合格率。
无缝钢管的生产是系统性的精密工程,从标准理解、工艺参数设定到过程监控,每一个环节都需要严谨的技术判断和丰富的现场经验。如果您在合金管生产或应用中有具体的技术难题,例如工艺参数优化或缺陷诊断,欢迎来电进行深入的技术交流。需要技术支持或工艺咨询,可拨打。

 销售电话
销售电话 地址
地址 邮箱
邮箱